Teoría
El ensayo industrial
Este documento describe los conocimientos técnicos en nuestro poseso, referentes a procedimientos industriales necesarios para controlar la estanqueidad neumática de los componentes producidos. Se dirige especialmente a técnicos encargados de ensayos que se realizan al final de la línea de productos.
Históricamente las industrias más equipadas en esta fase productiva han sido aquellas productoras de artículos peligrosos, o con alto valor tecnológico. Por tanto podemos citar una primera “generación” de tipologías productivas donde la sensibilidad de éste procedimientos ha sido cuidada desde su origenes:
| Aerioespacial | Mecánico | ||
| Automoción | Medical | ||
| Electrodoméstico | Oleodinámico | ||
| Electrónica | Empaquetado | ||
| Fundición | Neumática | ||
| Gas | Calefacción |
En los años 80 y 90 se comenzaban a extender éstos ensayos hacia una gama mayor de productos. Este tipo de ensayo podía ser extendido también a productos no peligrosos en caso de pérdida, con innumerables beneficios.
Por ejemplo, si en los años ’70 y ’80, las pérdidas pequeñas de aceite en los motores o en transmisiones mecánicas estaban consideradas aceptables, desde los años ’90 un pequeño defecto de este tipo ya habría significado una no conformidad por parte del cliente final.
Aplicando este principio de carácter técnico a tiempos y gastos relativamente contenidos, esta metodología de prueba continua a difundirse. Por lo tanto hoy en día no está posible redactar una lista completa de las industrias donde estas pruebas sean consideradas “necesarias”, y se puede generalizar diciendo que a cada producto que esté capacitado para contener gas o líquidos se podrán aplicar estas verificaciones.
Sistemas de aire
Los sistemas automáticos de pruebas de estanqueidad crea una diferencia de presión entre pico o el área considerada hermético y el exterior del cuerpo para ser probado. Cada sistema puede realizar esta prueba con diferentes metodologías.Uno y otro, efectúan un ciclo de pruebas basado en tres fases fundamentales:
- Llenado, de la cavidad en prueba
- Estabilización del volúmen de aire introducido
- Prueba donde se analiza el recorrido de la presión con el fin de medir una eventual caída en el tiempo
T8990 ForTest es la herramienta de ensayo industrial diseñada para hacer pruebas en presión con el sistema a caída absoluda.
Para más detalles, consulte la ficha técnica.
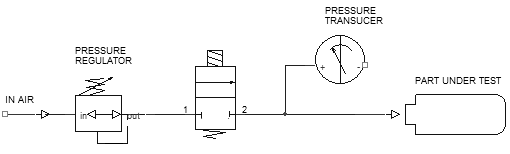
El sistema de medición durante la fase de prueba proporciona la medición de la caída de presión dentro de la pieza bajo prueba.
Como se ve en la figura, la neumática se reduce esencialmente a una válvula de rellenado y a un transductor de medida.
Analizando el bosquejo se comprende que cualquier defecto neumático se puede reconducir a una pérdida y, por consiguiente, a una indicación de descarte.
Esta es la razón por la que el sistema puede ser definido a “seguridad positiva”.
El único elemento de riesgo en este circuito neumático está representado por un eventual filamento de la válvula de rellenado. Este problema, presente en muchos esquemas neumáticos analizados, es de muy simple resolución gracias a un especial juego de válvulas que reemplazan la válvula marcada en el esquema y a particulares diagnosis software.
La precisión global de estos tipos de instrumentos está sujeta esencialmente a la precisión de la sección de medida (transductor) y de la sección electrónica de adquisición.
Los elementos que intervienen y que limitan la precisión son el ruído eléctrico del circuito y el ruído mecánico del transductor, que corresponden a la resolución o número de puntos máximos dentro de los que el fondo escala de medida está descompuesto: un sistema capaz de garantizar 100.000 puntos en un fondo escala de 1Bar coincide con lo de poder garantizar una resolución de medida de un centesimo de milliBar.
Con el crecimiento del parámetro de resolución, el tiempo necesario para la medición de la caída disminuye. Esto coincide por un lado con una reducción del tiempo necesario para cumplir un ciclo de prueba; y por otro con un mayor control de los errores debidos a las variaciones térmicas del gas introducido en la pieza. Las estrategias eléctronicas para obtener estos resultados incluyen el pilotaje del transductor por medio de tensiones alternadas, la utilización de convertidores AD muy refinados, de adecuados circuitos de seguimiento del cero y de medida en ventanas, pero sobretodo una filtración elevada de la medida, tanto eléctrica como matemática.
Particular atención se tiene que poner en el procedimiento de determinación del punto de “cero” de la caída, y en la medición de la presión en el momento inicial de la fase de prueba.
T8060 ForTest es el equipo diseñado parapruebas de fugas con el sistema de presión diferencial.
Para más detalles consulte la ficha técnica.
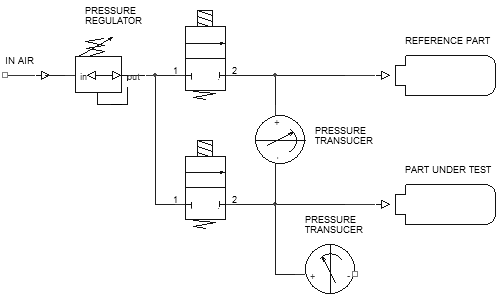
La medición de las pérdidas por medio de un circuito neumático diferencial, como en la figura, representó, hasta los años ochenta, el artificio neumático más ingenioso en este campo para obviar a la precisión escasa de las secciones de medida y adquisición electrónicas disponibles hasta entonces.
El sistema preveía una rama doble: por una parte había el particular para probar, por otra la pieza idéntica pero hermética.
Prácticamente, analizando el esquema, las pruebas se cumplían según la lógica siguiente:
- La fase de rellenado se cumplía ordenando la abertura de las dos válvulas
- La fase de ajuste con válvula B cerrada y válvula A abierta para estabilizar y uniformar las condiciones de presión en las dos ramas.
Cuando se acababa la fase de ajuste, todas las válvulas tenían que ser cerradas.
Si nos imaginámos el transductor de presión como si fuera una membrana (pero la experiencia se puede efectuar también por medio de una simple columna de mercurio con pitorro doble) podemos veer que, al equilibrio alcanzado, la presión diferencial está nula.
La eventual caída en la pieza en prueba desplaza el cero de la medida y consiente una indicación muy sensible de este desplazamiento.
Gracias a este principio hay la posibilidad de efectuar una simple amplificación eléctrica de la señal generada por el transductor, y de visualizarla en un instrumento de aguja con cero central.
Por tanto, por medio de este estratagema era posible el análisis de un valor de caída típico igual a 1 / 50.000 (cuando el transductor lo permitiera) del valor de presión de rellenado, mientras que la eléctronica de entonces, si se la aplicaba a un sistema manométrico, no consentía de superar la proporción de 1 / 10.000.
La neumática realizada de esta menera presentaba diferentes desventajas:
La primera, muy evidente, es la comparación que examina una referencia hermética: una pérdida de la referencia significaría un “disfrazamiento” de la medida de pérdida efectiva de la pieza en prueba. Este defecto era parcialmente compensable por medio de una continua verificación del sistema en uso a través de una muestra “aceptable” y de un tarado eléctrico del “Cero” de medida. Este aspecto clasifica la neumática no de “seguridad positiva”.
Otra desventaja más evidentes fue la dificultad del tarado de la medida del transductor diferencial, que tenía que ser efectuado por medio de un procedimiento de verificación particular.
Pero el verdadero punto débil del sistema nacía de la condición de partida de la instalación: la medida de escape efectuada, representa una medida que no indica la pérdida efectiva de la pieza probada, sino la diferencia con la pieza muestra.
Este concepto no quiere decir necesariamente que la muestra de referencia pueda perder (aunque siempre haya la posibildad).
Por ejemplo, consideramos la situación en la que, durante la utilización práctica del sistema, la pieza muestra sea solicitada mecanicamente cada ciclo de prueba, mientras que la pieza para probar lo sea sólo durante la fase de su propio ciclo. Obvio se observará un curso de caída medida, que progresa con el avance de las horas de utilización del sistema y que, por eso, representa un índice del progresivo estado de ajuste mecánico de la muestra de referencia; no coincide con el ajuste de las piezas en prueba.
Además, aunque aparentemente podían contarse algunos beneficios en términos de variación térmica precisamente debidos a la manera común, en realidad el volumen global puesto en juego resulta ser doble; y por muy cerca que sean los dos elementos en medida, las corrientes de aire o los rayos del sol pueden amplificar sus diferencia térmica.
En síntesis, este principio ha permitido de obtener resultados notables hasta los años ’70 y parte de los años ’80, pero hoy en día no encuentra aplicaciones prácticas, en cuanto ha sido suplantado por los sistemas manométricos a caída absoluta más simples y precisos.
Los límites de dicho sistema son:
- Mayor complejidad de la neumática
- Neumática sin seguridad positiva
- Doble sección de medida de presión (llenado y test)
- Menor repetibilidad de la medición
- Tiempos de test más largos
- Mayor costo del equipamiento
Considerando la aplicación del sistema diferencial de manera asimétrica, es decir con un pieza ejemplar hermética y una pieza para ensayar, es fácil comprender que entre el primer ensayo del día y los siguientes obtenemos que la pieza ejemplar tendrá un acúmulo de estabilización sea térmico que mecánico igual a “n” mientras la pieza en test igual a 0, porque se ha cambiado de ensayo a ensayo. Es por éste motivo que en términos de repetibilidad, el sistema no se confronta con una medición directa.
Por último, es importante considerar, pasando de un sistema a otro, que los valores de presión medidos de Δp/Δt muchas veces no coinciden. Tal es así que en el sistema absoluto, es la real caída de presión que se compara con un manómetro de presión, mientras en el sistema diferencial es la medida de la diferencia de las dos presiones.
Según las piezas en prueba, del uso simétrico o no y de los tiempos de estabilización, se debe considerar una relación de 1:0,8 a 1: 0,1 entre la medida absoluta y la diferencia.
Resumiendo: el mbar en un segundo medido por un sistema absoluto o por manométrico puede ser visto como 0,8 ……..0,1 mb/s en un diferencial.
Esto no significa que el sistema diferencial no sea fiable, pues simplemente que son dos métodos diferentes entre ellos que se deben examinar en fase de instalación.
T8710 ForTest es la herramienta de ensayoindustrial diseñada para presionar y probar el sistema en su alcance.
Para más detalles consulte la ficha tecnica.
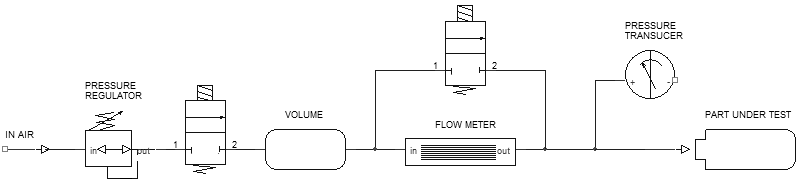
Como hemos esquematizado en la figura, la medida de este flujo está encomendada al transductor diferencial capaz de leer el salto de presión a los cabos de una pérdida de carga.
Para poder reducir el desarrollo cuadrático debido a la turbulencia del movimiento de las partículas de gas, se utiliza un elemento laminar capaz de linealizar, en parte, esta función. (ΔP/Flujo)
Una explicación detallada de las medidas de flujo para gas está aducida en nuestro fascículo: “Las pruebas del flujo de gas en el sector del ensayo”. Para otras informaciones es posible también hacer referencia a la norma CNR-UNI 10023.
Alternativamente a la medida del flujo cumplida de manera volumétrica (precisamente con medida Δp), durante el último decenio se ha difundido la aplicación de medidores de masa, por ejemplo los sitemas térmicos o debimeter ( sistemas “de hilo caliente”), porque son más precisos, constantes a lo largo del tiempo, facilmente disponibles en diferentes escalas y menos sensibles a las variaciones térmicas del gas en medición.
Este sistema de prueba es considerado “histórico”, y las mediciones de fuga realizadas según este principio sobresalen por los beneficios siguientes:
- Medición Continua de la Pèrdida
Este aspecto constituye la motivación real por la que este principio se queda actualmente aplicado en la industria: sin artificios, con este sistema hay la posibilidad de analizar la pérdida durante un tiempo determinado, para consentir al operador de buscarla y de repararla en tiempo real durante el procedimiento de medición.
- Duración de la fase de Prueba prácticamente Nula
Acabamos de decir que la medida de flujo, siendo una medida de tipo continuo, permite la real eliminación de un tiempo de prueba. Este concepto, como vamos a ver, hay que considerarlo de manera puramente teórica, porque, aunque en los sistemas a Caída o en los sistemas Δp las fases de ajuste o de prueba pueden ser parcialmente sobrepuestas, con este método la medición debe cumplirse necesariamente con las mejores condiciones de ajuste.
Contamos esta característica entre los beneficios, aunque después analizaremos algunos sistemas capaces de cumplir la misma medición pero de manera más precisa y segura.
- Indicación del Escape en unidades volumétricas (CC/tiempo)
En cambio, si se lo compara con otros sistemas, este principio presenta algunas desventajas: la primera y la más evidente nace de la complejidad y de la inestabilidad de la medición del flujo. Además del coste de una medición doble (presión y flujo) y por tanto de una verificación doble para obtener la validez global de la medida, el elemento laminar, comparable a un capilar, está de continuo sujeto a sucio y deformaciones. Por tanto la medición tiene que ser verificada constantemente por medio de boquillas de referencia que, a sus vez, pueden ser paragonadas a microagujeros sobre una base cerámica o metálica, y por eso tenden a deteriorarse y a tener una duración limitada en el tiempo.
Además, con referencia al bosquejo de figura 3, una posible pérdida parásita en el elemento de medida del flujo podría falsear o disimular la eventual pérdida de la pieza para probar.
Por tanto este circuito neumático no puede ser considerado globalmente a “seguridad positiva”, y tiene que ser verificado constantemente.
Por último la sensibilidad de la medición está limitada por la escala del medidor del flujo, mientras que en los sistemas a Caída o en los sistemas a Δp este límite es, de todas formas, mediable por medio del prolongamiento del tiempo de prueba.
La aplicación práctica de éstos instrumentos de medición de pèrdidas se efectúa fundamentalmente en cuatro casos:
- Cuando se desconoce o sea variable el volúmen de la pieza: por ejemplo motor lado aceite, bolsas o frascos elásticos;
- Cuando los tiempos de ensayo se deben reducir al máximo;
- Cuando se necesita de una medición constante de la pérdida para efectuar reparaciones;
- Cuando la fuga para medir sea tan elevada que un sistema a Δp no llega a mantener constante la presión de test desnaturalizando la evaluación de la fuga: válvulas a cartucho , distribuidores de aceite, etc.
Normalmente para las demás aplicaciones industriales, los sistemas Δp resultan más económicos y perdurables con menores partes neumáticas que se puedan desgastar.
Anterior Siguiente
T8980 ForTest es el equipo para ensayo industrial diseñado para realizar pruebas de presión sobre las piezas que hacen uso del sistema a caída absoluda de presión.
Para más detalles, consulte la ficha técnica.
La ventaja del sistema es su alta sensibilidad ( en referencia a la norma: 10 veces > con respecto a sistemas a Δp y 100 veces con respecto a medidores de flujo ) y en su elevada velocidad de ejecución de ensayos.
Elevada sensibilidad gracias a la posibilidad de poder medir la fuga como aumento de presión respecto a “cero” ambiente, sin tener problemas de offset.
Su mayor velocidad se debe en cuanto , excepto aplicaciones especiales de elementos elásticos, el test está compuesto por una sola fase de presurización y el reultado es casi inmediato.
El ensayo se efectúa durante la presurización de la pieza, el resultado es casi inmediato. Dada la necesidad de ejecución de una campana de ensayo, el sistema se presta para test con altas presiones en aire/azoto hasta 180 Bar, pudiendo ser estructurado en seguridad para personas y cosas. Como desventaja, la complejidad de la instrumentación se encuentra en la neumática sin seguridad positiva: por éste motivo èstos instrumentos contienen una sección de prueba de estanqueidad tradicional para verificar el hermetismo de la campana.
El sistema en campana puede sostener las aplicaciones de tipo “en campana” cuando sea posible presurizar la pieza desde el interior y, al mismo tiempo, encerrarla desde el exterior.
Cuando eso no sea posible (la presurización desde el interior del componente), la utilización de las campanas en pruebas de fuga es, de todas formas, un excelente estratagema para mejorar las performances de las pruebas con el sistema manométrico convencional para piezas de grandes volumenes, cuidando de crear un volumen de intersticio entre la pieza en prueba y la campana lo más reducido posible.
En lo concerniente a las pruebas de máximo 1 Bar, la utilización de un sistema en depresión en campana une a la función de auto-cerradura, y por tanto de hermeticidad del envase, la regeneración del caso genericamente real de presión positiva dentro de la pieza.
A diferencia de lo que describimos sobre los otros métodos, el sistema “en campana” no necesita ni el tiempo de ajuste, ni el tiempo de prueba en cuanto eso está sobrepuesto a la fase de rellenado volviendo el sistema muy rapido. La prueba empieza con la presurización del lado en prueba del componente, y simultáneamente, el análisis del aumento eventual de presión debido a los escapes del otro lado de la cámara. Los instrumentos de este tipo están generalmente provistos de dos transductores de medida de presión de rellenado: uno para la medida de la presión de rellenado y otro para la interceptación de la presión de escape.
Los dos transductores tienen que estar medidos para la presión máxima de rellenado, por fin de prever la condición de grande pérdida y por consiguiente de un pique de presión desde el lado de interceptación del escape.
El análisis de la pérdida, por tanto, es la proporción de las dos presiones y puede ser representado como proporción porcentual de los dos valores (presión de escape / presión de rellenado) o también calculado como presión de escape de un valor nominal de rellenado, o, en los casos más sofisticados, conociendo el volumen exterior o de campana, provisto como indicación volumétrica (CC/hora).
De un punto de vista electrónico es importante lo de dimensionar la adquisición y de considerar que las pruebas tienen una duración general de algunos segundos o menos y que el calculo de la proporción se efectua durante el aumento de la presión de rellenado: por tanto las dos medidas tienen que cumplirse en fase entre ellas y con una frecuencia suficientemente elevada para que no se cometan errores.