
La prueba industrial
Por ensayo industrial entendemos aquel conjunto de procedimientos necesarios para verificar y medir la hermeticidad neumática de componentes producidos. En particular, el documento se dirige a técnicos encargados del ensayo de final de línea de productos en serie.
Históricamente las industrias mejor equipadas en esta fase productiva han sido aquellas productoras de artículos de elevada peligrosidad intrínseca, o con alto valor tecnológico. Por tanto podemos elaborar una primera «generación» de sectores productivos donde la sensibilidad de este proceso se ha sentido desde el origen:
- Aeroespacial
- Mecánico
- Automoción
- Medical
- Electrodomésticos
- Oleodinámico
- Electrónica
- Empaquetado
- Fundición
- Neumática
- Gas
- Calefacción
Solo a caballo entre los años 80 y 90 se comenzó una campaña de extensión de dichos controles de estanqueidad a una mayor gama de productos. Hacia ese período se empezó a comprender que este tipo de control podía extenderse con innumerables beneficios también a productos no peligrosos en caso de pérdida.
Si por ejemplo pequeñas pérdidas de aceite en motores o en transmisiones mecánicas eran consideradas aceptables en los años ’70 y ’80, desde los años ’90 un pequeño defecto de este tipo ya significaba una no conformidad por parte del cliente final.
Aplicando este principio de disponibilidad técnica en tiempos y costos relativamente contenidos, esta metodología de ensayo se ha expandido, y continúa expandiéndose.
Por lo tanto, a día de hoy no es posible elaborar una lista completa de industrias donde dicho control se considera «necesario» y se puede generalizar que cualquier producto capaz de contener gases o líquidos puede beneficiarse de dichas verificaciones.
Sistemas de aire
Los sistemas automáticos de ensayo industrial a presión crean un salto o diferencia de presión entre la zona considerada hermética y el exterior del cuerpo a ensayar. Cada sistema puede ejecutar este test con metodologías. Ambos sistemas ejecutan un ciclo de prueba basado en tres fases fundamentales:
Ambos sistemas ejecutan un ciclo de prueba basado en tres fases fundamentales:
- Llenado, para presurizar la cavidad en prueba
- Asentamiento para estabilizar el volumen de aire introducido
- Prueba donde se analiza la evolución de la presión con el fin de medir una eventual caída en el tiempo
Son conocidos esencialmente cuatro métodos para la medición de tipo Δp/Δt:
Sistemas absolutos
Sistemas absolutos
El sistema de caída absoluta de presión es el método teórico más inmediato, económico y evidente para ejecutar la medición de la caída de presión. T8990 de ForTest es el equipo para el ensayo industrial estudiado para efectuar test en presión haciendo uso del sistema de caída de presión absoluta. Para mayores detalles hacer referencia a la ficha técnica.
El sistema de medición prevé durante la fase de prueba la medición de la caída de presión en el interior de la pieza en ensayo.
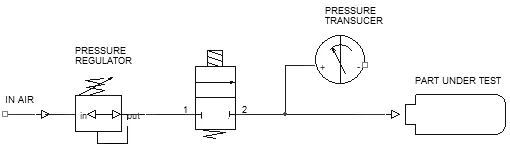
Analizando el esquema tendremos que cualquier defectuosidad neumática es atribuible a una pérdida, por lo tanto a una indicación de descarte. Por tal motivo este sistema se define de «seguridad positiva«.
El único elemento de riesgo en dicho circuito neumático está representado por una eventual fuga de la válvula de llenado. Tal problema, por otra parte presente en muchos esquemas neumáticos discutidos, es fácilmente evitable gracias a un particular juego de válvulas en sustitución de la simple válvula indicada en el esquema, y gracias a diagnósticos software particulares. Por el contrario, la precisión global de tales tipos de equipos está ligada esencialmente a la precisión de la sección de medida (transductor) y de la sección electrónica de adquisición.
En la práctica, los elementos que intervienen para limitar la precisión son el ruido eléctrico de los circuitos y el ruido mecánico del transductor, los cuales corresponden a la resolución o número máximo de puntos dentro de los cuales se descompone el fondo de escala de medición: un sistema capaz de garantizar 100.000 puntos, sobre un fondo de escala de (por ej.) 1 bar, coincide con poder garantizar una resolución de medida de una centésima de mbar.
Cuanto mayor es dicho parámetro de resolución, menor es el tiempo necesario para la medición de la caída; esto coincide por un lado con una reducción del tiempo-ciclo de ensayo, pero sobre todo con una contención de los errores debidos a las variaciones térmicas del gas introducido en la pieza.
Las estrategias electrónicas para obtener tales resultados son de diversa naturaleza: van desde el pilotaje del transductor con tensiones alternas y la utilización de sofisticados convertidores AD hasta el uso de oportunos circuitos de seguimiento del cero y medida en ventanas, pero sobre todo un elevado filtrado tanto eléctrico como matemático de la medida. Particular atención debe ponerse en la determinación del punto de «cero» de la caída, y en la práctica en la medición de la presión en el momento inicial de la fase de prueba.
Sistemas diferenciales
Sistemas diferenciales
El sistema diferencial hoy encuentra aplicación en los casos donde es necesario tener la misma sensibilidad a presiones muy diferentes entre sí, o donde se ejecutan pruebas a alta presión (>20 Bar), aunque veremos más adelante que los sistemas de interceptación resultan igualmente mejores y seguros dadas las elevadas presiones en juego. T8060 de ForTest es el equipo diseñado para control de estanqueidad en presión con el sistema diferencial. Para mayores detalles hacer referencia a la ficha técnica.
La medición de fugas mediante circuito diferencial representó hasta los años ochenta uno de los artificios neumáticos más ingeniosos en dicho sector para obviar la escasa precisión de las medidas y adquisición electrónicas disponibles hasta entonces.
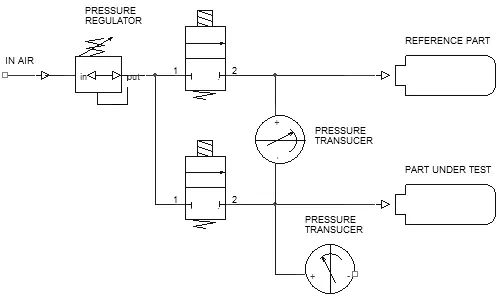
El sistema preveía, como se muestra en la Fig.2, una doble rama: por un lado la pieza a probar y por el otro una pieza idéntica, pero hermética.
En la práctica, analizando el esquema, las pruebas se desarrollaban con la siguiente lógica:
- La fase de llenado se ejecutaba comandando la apertura de ambas válvulas
- La fase de asentamiento ocurría con la válvula B cerrada y la válvula A abierta, con el fin de estabilizar y uniformar las condiciones de presión en las dos ramas
- Una vez finalizado el asentamiento, todas las válvulas se cerraban
Imaginando el transductor de presión como una membrana (pero la experiencia también se puede reproducir con una simple columna de mercurio de doble boquilla) tendremos que en equilibrio la presión diferencial es nula. La eventual caída en la pieza en prueba desplaza el cero de dicha medida permitiendo una indicación muy sensible de tal desviación. Sobre tal principio es posible ejecutar una fácil amplificación eléctrica de la señal proveniente del transductor, y visualizarla en un equipo de aguja con cero central. Por tanto, con tal estratagema era posible analizar un valor de caída típico igual a 1 / 50.000 (transductores permitiendo) del valor de presión de llenado, mientras que la electrónica de entonces, si se aplicaba en un sistema manométrico no permitía superar la relación de 1 / 10.000.
Resulta evidente que el límite era únicamente el de la medida electrónica en términos de resolución y ruido, porque las condiciones de funcionamiento del transductor de medida tenían de todos modos los límites de un sistema monométrico. Dicho transductor debía en cualquier caso estar dimensionado para la máxima presión de llenado, ya que además de estar realmente presente de modo común, en caso de pérdida de la pieza en prueba la membrana estaba solicitada por toda la presión.
La neumática así realizada presentaba sin embargo diversas desventajas: La primera, y muy evidente, es que la comparación toma en examen una referencia hermética: una pérdida de dicha referencia coincide con un «enmascaramiento» de la efectiva medida de pérdida de la pieza en prueba. Tal defecto era sin embargo en parte compensable con una verificación continua del sistema en uso mediante muestra «buena» y calibración eléctrica del «Cero» de medida. Tal primer punto clasifica dicha neumática no de «seguridad positiva». Las otras desventajas mayormente evidentes y percibidas fueron la difícil calibración de la medida del transductor diferencial, la cual debía ser ejecutada con un procedimiento particular de verificación. Pero el verdadero punto débil de tal sistema nacía de la naturaleza misma de la instalación: la medida de fuga ejecutada resulta ser una medida que no indica la efectiva pérdida de la pieza probada, sino la relativa diferencia con la muestra.
Esto no coincide necesariamente con el concepto de que la muestra de referencia pueda tener fugas (lo cual por otra parte corresponde a la realidad). Por ejemplo, se debe considerar que en el uso práctico de tales sistemas tendremos que la pieza patrón está sometida mecánicamente a cada ciclo de ensayo, mientras que la pieza bajo prueba solo durante la fase de su propio ensayo. En la práctica se analizará una tendencia de la caída medida progresiva con las horas de utilización del equipo, índice del progresivo asentamiento mecánico de la muestra de referencia que no coincide con el asentamiento de las piezas bajo prueba. Además, si aparentemente podían existir beneficios en términos de varianza térmica precisamente debidos al modo común, en realidad el volumen total en juego es doble, y por mucho que los dos elementos en medición pudieran estar dispuestos cerca entre sí, corrientes de aire o rayos solares podían amplificar la diferencia térmica. En síntesis, tal principio ha permitido obtener resultados considerables hasta los años 70 y parte de los 80, pero hoy no encuentra aplicaciones prácticas, ya que ha sido suplantado por los más fáciles y precisos sistemas manométricos de caída absoluta.
Los límites de dicho sistema son:
- Mayor complejidad de laneumática
- Pneumática no de seguridad positiva
- Doble sección de medición de presión (llenado y test)
- Menor repetibilidad de la medida
- Tiempos de test más largos
- Mayor costo de la instrumentación
Para comprender las diferencias entre el sistema absoluto y diferencial analizamos la figura 2 y considerando la aplicación del diferencial de modo simétrico, es decir con una pieza hermética patrón y una pieza en test; es fácil entender que entre el primer control de estanqueidad del día y los sucesivos tendremos que la pieza patrón tendrá una acumulación de asentamiento tanto térmico como mecánico igual a «n» mientras que la pieza en prueba igual a 0, porque es sustituida test tras test.
Es por este motivo que en términos de repetibilidad el sistema no es comparable a una medida directa. Además, lo que es importante considerar al pasar de un sistema al otro, es que los valores de presión medidos en Δp/Δt a menudo no coinciden. De hecho, en el sistema absoluto este es el descenso real de presión, comparable con un manómetro de precisión certificado, mientras que la medida diferencial es la medida de la diferencia de dos presiones.
Dependiendo de las piezas bajo prueba, del uso simétrico o no y de los tiempos de estabilización, considérese una relación de 1:0,8 a 1:0,1 entre medida absoluta y medida diferencial: en otros términos, el mBar en un segundo medido por un sistema absoluto o manométrico puede ser visto como 0,8 – 0,1 mb/s en un diferencial.
Esto no significa que el sistema diferencial no funcione correctamente, sino simplemente que son dos medidas diferentes entre sí, y esto debe ser considerado en la fase de instalación.
Sistemas de caudal
Sistemas de caudal
El sistema en caudal permite medir de modo directo el caudal o flujo de aire generado por la fuga. Al término de las fases de llenado y asentamiento el tiempo de prueba es el tiempo necesario para obtener una medida estable de dicho caudal que genéricamente es muy breve (ej: 100..300 milisegundos). T8710 de ForTest es el equipo para el ensayo industrial diseñado para efectuar test en presión con el sistema en caudal.
Para más detalles, consulte la ficha técnica del equipo.
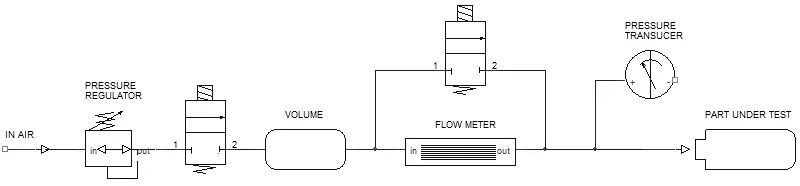
Como se esquematiza en Fig. 3, la medida de dicho caudal está confiada a un transductor diferencial capaz de leer el salto de presión en los extremos de una pérdida de carga.
Con el fin de reducir el comportamiento cuadrático causado por la turbulencia del movimiento de las partículas de gas, se utiliza un elemento laminar capaz de linealizar, en parte, dicha función (Δp/Caudal).
Para mayor información es posible también hacer referencia a la norma CNR-UNI 10023. Como alternativa a la medida de caudal ejecutada de modo volumétrico (precisamente con medida Δp), ha tomado mayor relevancia en la última década la aplicación de medidores másicos, por ejemplo los sistemas térmicos o debímetros (sistemas «de hilo caliente»), porque son más precisos, constantes en el tiempo, fácilmente disponibles en varias escalas, y menos sensibles a la varianza térmica del gas en medición. Considerado un sistema «histórico» de los controles de estanqueidad, las medidas de estanqueidad ejecutadas con tal principio se distinguen por los siguientes beneficios:
Este aspecto es el verdadero motivo por el cual dicho principio se sigue aplicando industrialmente. De forma nativa, es decir sin artificios, con este sistema es posible analizar durante un tiempo determinado la fuga, permitiendo al operador buscarla y repararla en tiempo real durante la medición.
Como ya se ha dicho, la medida de caudal siendo una medida de tipo continuo, permite la eliminación de un tiempo real de prueba. Tal concepto veremos posteriormente que es de considerar de modo estrictamente teórico, porque si en los sistemas de Caída o Δp las fases de estabilización o prueba pueden ser parcialmente superpuestas, en tal método la medida debe necesariamente ocurrir en las mejores condiciones de estabilización.
Consideramos esta característica entre los beneficios, aunque analizaremos posteriormente sistemas capaces de ejecutar la misma medida de modo más preciso y seguro. Por el contrario, si se compara con otros sistemas, este principio presenta algunas desventajas; La primera, y más evidente, surge de la complejidad e inestabilidad de la medida de caudal.
- Medición Continua de la Pérdida
- Duración de la fase de Prueba prácticamente nula
- Indicación de la fuga en unidades volumétricas (CC/tiempo)
Además del costo de una doble medición (presión y caudal) y por tanto de una doble verificación para obtener la validación global de la medición, el elemento laminar que en la práctica se presenta como un capilar es fuertemente susceptible a la suciedad o deformaciones.
Por lo tanto, la medida debe ser constantemente verificada con boquillas de referencia, que a su vez presentándose como microorificios sobre base cerámica o metálica tienden a deteriorarse, y por tanto tienen una duración limitada en el tiempo. Además, con particular referencia al esquema de la Fig. 3, una eventual fuga parásita aguas arriba del elemento de medición de caudal puede falsear y enmascarar la eventual fuga de la pieza en prueba.
Dicho circuito neumático no puede ser considerado plenamente de «seguridad positiva», y debe ser verificado constantemente. Finalmente, la sensibilidad de la medida está limitada por la escala del caudalímetro, mientras que en los sistemas de caída o de Δp dicho límite, aunque existe, es igualmente superable mediante la prolongación del tiempo de control.
La aplicación práctica de estos equipos para la medida de las pérdidas se produce fundamentalmente en cuatro casos:
- Cuando no se conoce y es variable el volumen de la pieza: por ejemplo motores lado aceite, bolsas o frascos muy elásticos;
- Cuando los tiempos de control deben reducirse al máximo;
- Cuando se necesita una medición continua de la pérdida para ejecutar análisis y reparaciones;
- Cuando las fugas a medir son tan elevadas que un sistema a Δp no logra mantener constante la presión de test alterando el cálculo de la fuga: válvulas de cartucho o distribuidores de aceite, filtraciones en general.
Normalmente para las demás aplicaciones industriales los sistemas Δp resultan más económicos y duraderos al tener menos partes neumáticas desgastables.