
¿Qué es una prueba de estanqueidad?
La prueba de estanqueidad es el proceso mediante el cual se verifica que un componente no presenta fugas de gas o fluido. También conocida como prueba de hermeticidad o test de fugas, es una verificación indispensable en producción industrial para garantizar la calidad del producto final.
Distinguimos ante todo dos tipologías de equipos para el control de estanqueidad:
- A) Sistemas de verificación, generalmente supervisados por un operador, con localización de la fuga:
- Verificación en agua con pieza presurizada (control visual)
- Verificación con jabón con pieza presurizada (control visual)
- Verificación con reactivos presurizados y lámparas ultravioleta (control visual)
- Verificación con gas (Helio) presurizado (control con espectrómetro de masas)
- Verificación con aire caliente (control visual por infrarrojos)
- Verificación por variación de dieléctrico en piezas de plástico (sistema iónico de alta tensión)
- Verificación con gas hidrógeno (control mediante sonda)
- B) Sistemas de estanqueidad automáticos con indicación de Bueno, Descarte y valor de pérdida:
- Medición mediante medida de caudal de la pieza presurizada
- Medición mediante caída diferencial de presión entre pieza en prueba y referencia patrón
- Medición por «interceptación» de aumento de presión en campana
Si por un lado la primera clase de equipos (A) representa una insustituible área de ensayo a control estadístico y fuera de línea, permitiendo identificar fugas muy pequeñas y analizando el defecto directamente de modo visual, la instrumentación de tipo (B) representa la efectiva «barrera» o filtro de final de línea en lo que concierne a la producción no conforme.
Los sistemas de estanqueidad automáticos (B) permiten además monitorizar en el tiempo eventuales derivas de calidad, si se aplica en toda la producción. Vista la evidencia de los principios de funcionamiento de los sistemas de medición de tipo (A), no nos detendremos en una descripción técnica detallada.
Se debe considerar únicamente que los sistemas basados en espectrómetros de masa («detectores» de helio), por más costosos que sean tanto en términos de instalación como de gestión, se sitúan en la cúspide de la sensibilidad en términos de fuga determinable sobre cualquier otro sistema descrito en el presente documento. Por el contrario, los sistemas con agua, jabón o reactivos, si por un lado permiten la determinación de fugas muy pequeñas a costos de operación irrisorios, no son automatizables y por tanto necesariamente requieren de un control visual, y por consiguiente del criterio por parte de un operador.
A partir de aquí se examinarán los principios de funcionamiento de los sistemas de tipo B.
La selección del método de prueba adecuado depende generalmente de los siguientes parámetros:
- Valor de la tasa de fuga admisible
- Tipo de prueba: localización de la fuga o medición de la misma
- Especificaciones de la pieza a ensayar: dimensiones, límite de resistencia a la presión o al vacío, materiales de montaje, acabado de las superficies etc.
- Condiciones de uso y de prueba
- Parámetros de seguridad y ambientales
Algunos de los métodos aplicables se muestran en la siguiente tabla:
| Method | Gas | Kind of test | Sensitivity [Pa·m³/s] |
|---|---|---|---|
| Tracer gas and Mass Spectrometer | Helium | Local / Pass-No Pass | 10⁻¹¹ … 10⁻⁶ |
| Bell jar sniff/accumulation test | Air | Pass-No Pass | 10⁻⁶ |
| Pressure drop test | Air | Pass-No Pass | 10⁻⁵ |
| Volumetric or Mass flow rate test | Air | Pass-No Pass | 10⁻⁴ |
| Visual test in water bath with pressurized air | Air | Pass-No Pass | 10⁻⁴ |
El método de Helio no se toma en consideración ya que no está contemplado en nuestra producción. Se debe considerar de hecho que el sistema se sitúa en los niveles más altos de sensibilidad y los costos de instalación y de gestión lo hacen aplicable solo donde es realmente necesario, es decir en el ámbito de componentes para gases refrigerantes, microelectrónica, pace-maker, etc.
Tampoco se menciona aquí la prueba por inmersión puesto que no tiene ninguna validez técnica salvo la de poder efectivamente ver el punto de pérdida y localizarlo. El escaso nivel de sensibilidad definido por la norma debe, de hecho, ser interpretado como imposibilidad del método de proporcionar una medición, una incertidumbre global si se aplica en línea productiva, y un elevado coste de gestión debido a la imposibilidad de ser automatizado.
Fases de ensayo
Como introducción a una descripción detallada de los diversos tipos de equipos automáticos para controles de estanqueidad a presión, es necesario definir algunas características comunes a los diversos principios de funcionamiento. Cada sistema descrito tiene en común la necesidad de crear un salto o diferencia de presión entre la zona considerada hermética y el exterior de dicho cuerpo. Esta fase se denomina fase de llenado.
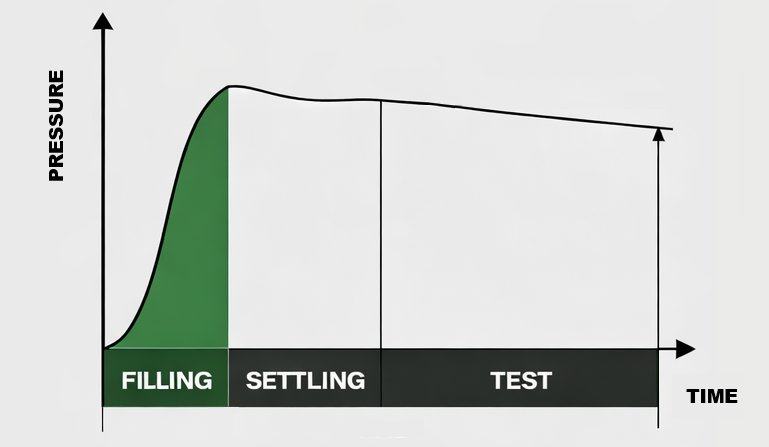
En principio, el llenado puede realizarse tanto con presiones positivas como negativas, ya sea con presión (o depresión) aplicada desde el interior o desde el exterior de la pieza en prueba. Después de esta fase tendremos una fase de asentamiento, necesaria para estabilizar los valores de presión o caudal de la medición de fuga.
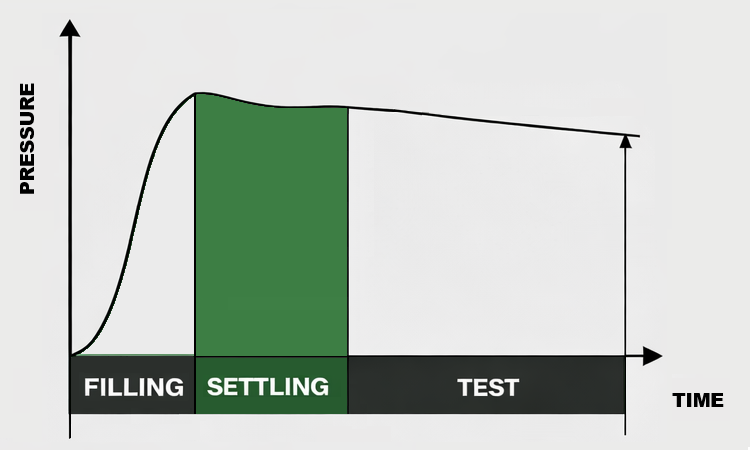
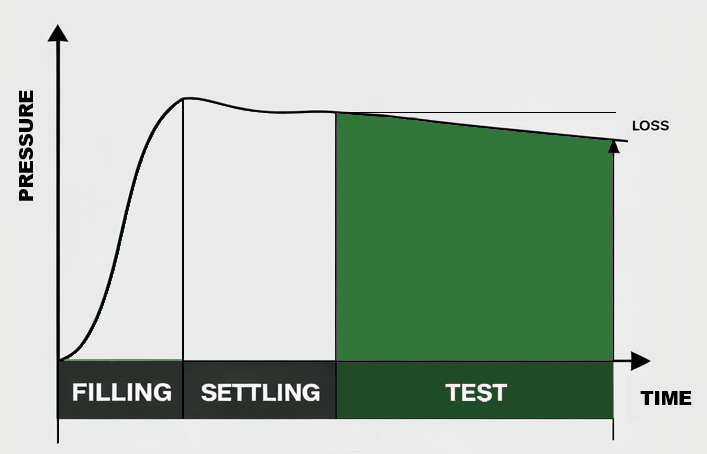
Solo al término de estas dos fases tendremos la ejecución de la medición efectiva de la pérdida, en las diversas estrategias que analizaremos en detalle. Presentamos a título aclaratorio un gráfico con una evolución típica de la presión en la ejecución de un control de estanqueidad de tipo manométrico (caída de presión).
La estrategia de llenado, es decir si desde el interior de la pieza (caso más genérico) o desde el exterior (campana), el tipo de llenado y es decir presión o depresión y el valor de dicha presurización, debe ser elegido caso por caso analizando la pieza particular a ensayar. Para dicha elección el primer parámetro a abordar es el valor de presión a utilizar para ejecutar el llenado, por tanto la prueba.
Considerando el uso de aire comprimido industrial común, este valor puede estar comprendido en los casos más comunes entre -1 bar y 10 bar, y en caso de controles de estanqueidad unidos a pruebas de rotura o explosión este valor puede llegar incluso más allá de los 40 bar.
Contrariamente a lo que se pueda suponer intuitivamente, la utilización de altos valores de presión empeora las prestaciones generales de los ensayos ya que si por un lado se aumenta proporcionalmente el valor de pérdida medido, que de todos modos es proporcional a la escala de las medidas de presión o caudal, la utilización de altas presiones complica el desarrollo de la fase de llenado y de las sucesivas fases de estabilización o asentamiento.
Por lo tanto, y en línea de principio, se deben preferir pruebas y llenados ejecutados a baja presión (menos de 1 bar). La utilización de un llenado en depresión puede, por ejemplo, mejorar la estanqueidad de la pieza durante las fases de prueba. En el caso de botes o de piezas con amplia sección «abierta», por ejemplo «copas» de aceite de motores o semicarcasas de cárter, una simple base de goma blanda es suficiente para hacer hermética la pieza, sin necesidad de ejercer fuerzas excesivas de contraste. El llenado en depresión puede, sin embargo, ser falseador en caso de pruebas sobre piezas plásticas soldadas, puesto que la depresión tiende a hacer colapsar y por lo tanto «pegar» la soldadura defectuosa. En tal caso de piezas plásticas soldadas, la alta presión ayuda a dilatar el eventual defecto; por lo tanto, la prueba ejecutada a presión entre 3 u 8 bar une a un control de estanqueidad una eventual prueba de robustez de las soldaduras.
Se debe prestar especial atención cuando la pieza en ensayo está compuesta por mecanismos de estanqueidad «no lineal» como válvulas o compuertas de resorte y las pruebas deben realizarse a una presión muy inferior o muy superior al punto de intervención de dichas válvulas. En piezas mecánicas como cárteres de hierro fundido de motores o de transmisiones siempre se debe considerar la presencia o ausencia de retenes o componentes garantizados hasta una presión conocida. Las especificaciones de pruebas para piezas de gas y cocinas indican las fugas a bajas presiones, genéricamente 150 mbar. Una nota importante es para aquellas piezas metálicas que tienen un comportamiento de dilatación después del llenado en presión.
Tales componentes, como serpentines, intercambiadores de calor, etc., tienden a dilatarse mecánicamente al término del llenado, de modo progresivo a la presión introducida. Considerando los casos en los cuales tales elementos deben ser necesariamente sometidos a control de estanqueidad a presiones relativamente altas (4,7 bar), y donde tal dilatación no es compensable por la fase de asentamiento, sino con tiempos de duración prohibitiva, la utilización de un prellenado a un valor mayor al de prueba permite obtener excelentes resultados de dilatación/relajación, reduciendo drásticamente el tiempo total de prueba. En resumen, la elección del valor de presión al cual ejecutar las pruebas debe reflejar por un lado la presión de funcionamiento real del componente, considerando caso por caso los beneficios y desventajas de los varios niveles de presión.
La elección de un llenado en «campana», y por tanto desde el exterior de la pieza, genéricamente en depresión, se discute posteriormente en el párrafo correspondiente. Común a cada tipo de llenado es el gas utilizado, que en la mayoría de los casos es aire comprimido. Dicho aire se entiende filtrado, obviamente libre de aceite, y lo más deshumidificado posible. Si se usa aire industrial de un circuito de uso genérico, la aplicación de una bombona o vaso de expansión local al equipo de ensayo mejora las características de varianza de temperatura entre aire y pieza.
Como alternativa al aire se pueden utilizar gases con átomos de dimensiones más pequeñas, como el helio, ya que aumentan la fluidez de fuga y acentúan la sensibilidad del control de estanqueidad. Finalmente es necesario considerar el uso de gases inertes como el nitrógeno, en caso de controles en componentes ya tratados con elementos explosivos o inflamables, como controles en ramales de gasolina de automóviles o componentes para combustibles en general.
Análisis de tasas de pérdida
La pérdida «cero» no existe y aunque existiera no sería posible medirla. Por lo tanto, basándose en tablas proporcionadas por las normativas es siempre conveniente definir a priori para la propia pieza el nivel de pérdida admisible.
Después de esta primera evaluación es necesario estudiar el fluido de trabajo (gaseoso o líquido) y las presiones operativas a las que está sometido el componente a ensayar.
En el caso de componentes para gas, donde es decir no existe una «divisoria» entre las dimensiones moleculares de los fluidos (test/operativo), se atiende únicamente a la evaluación de peligro: por ejemplo, la misma pieza para gas puede tener dos niveles de fuga admisible completamente diferentes en el caso de que sea aplicada en ambiente doméstico (cocina) o para líneas de transmisión al aire libre.
Ejemplos de tasas de pérdida para líquidos son (medidos con aire, 1 Bar)
- 15 – 60 nCC/hora @ 150mBar : para rampas de gas de cocina
- 1 – 5 nCC/ minuto @ 5 Bar : para juntas de líneas de transmisión de gas externas
En el caso de componentes para gas, donde es decir no existe una «divisoria» entre las dimensiones moleculares de los fluidos (test/operativo), se atiende únicamente a la evaluación de peligro: por ejemplo, la misma pieza para gas puede tener dos niveles de fuga admisible completamente diferentes en el caso de que sea aplicada en ambiente doméstico (cocina) o para líneas de transmisión al aire libre.
Ejemplos de tasas de fuga establecidas por las normativas para componentes de gas son:
- 0,3 – 0,6 nCC/Minuto : para depósitos de combustible
- 2,0 – 3,0 nCC/Minuto : para depósitos de agua
- 3,0 – 6,0 nCC/Minuto : para depósitos de aceite
En realidad, cuando sea posible, es mejor aplicar presiones más elevadas, en el rango de 1..6 Bar máximo. Con esta solución se pueden reducir los tiempos de control y mejorar sensiblemente las prestaciones de la prueba. Aumentando la presión de test se tiene una amplificación de la pérdida, la cual genéricamente no es lineal a la presión: si por ejemplo medimos 1 nCC/minuto a 1 Bar de test, la misma pérdida medida a 5 Bar puede resultar mucho mayor de 5 nCC/minuto.
Además, una mayor presión amplifica el posible defecto, si es elástico, ensanchando el conducto como por ejemplo en el caso de soldaduras en plástico o grietas.
En contraposición es necesario evaluar los aspectos negativos de presiones mayores, tales como mayores tiempos de asentamiento en el caso de particulares elásticos, pérdidas «enmascaradas» en el caso por ejemplo de juntas de labio donde la elevada presión hace que aumente la estanqueidad de un particular defectuoso y problemáticas inherentes a la seguridad para las personas y el ambiente circundante. Por tanto las presiones de test correctas deben ser buscadas en colaboración con profesionales del sector dotados de una experiencia madurada durante años y sobre todo del equipamiento para ejecutar todos los controles de estanqueidad iniciales del caso.
Relación entre tasa de pérdida en vol/t y ΔP
Se quiere formular la relación que existe entre tasa de pérdida expresada en vol/t (ej: cc/min, cc/h, etc..) y la caída de presión al interior de una pieza durante un control de estanqueidad por caída absoluta de presión.
Partiendo de la fórmula de los gases ideales: 𝑃𝑉 = 𝑛𝑅𝑇 Donde se asume:
P = presión de llenado de la pieza en test
V = volumen de la pieza
n = número de moles al interior de la pieza
R = constante universal de los gases
T = temperatura
Después de «t» segundos, debido a una fuga que llamaremos «Q», tendremos un número de moles dispersos en el ambiente igual a:
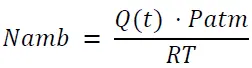
Las moles restantes dentro del volumen por lo tanto serán:

Asumiendo la temperatura constante, después de un tiempo t tendremos esta presión dentro de la pieza:

Por lo tanto, definiendo la caída de presión ΔP como P – P2, se tiene que:

Resolviendo respecto a Q se tiene:
Que es la pérdida teórica deducida de una caída de presión dentro de la pieza en un tiempo «t». En este análisis es necesario asumir que la presión y la temperatura permanezcan constantes durante el tiempo «t» de ensayo.
Calibraciones y verificaciones
Distinguimos conceptualmente la calibración periódica de las verificaciones ordinarias en dos procesos distintos:
Por calibración se entiende un procedimiento destinado a verificar el funcionamiento general del equipo en términos de correspondencia con los límites declarados de precisión de la medición electrónica y del funcionamiento neumático.
La verificación ordinaria se ejecuta a intervalos predefinidos y está destinada a controlar la instrumentación dentro de los límites del uso normal, y por tanto verificar su indicación de Bueno y Descarte aplicando respectivamente una muestra destinada a dicha prueba hermética y una con una pérdida conocida.
Ambos procesos deben ser ejecutados a intervalos de tiempo preestablecidos. Analizando varios pliegos de condiciones o normativas inherentes a tales procedimientos emerge que no existen datos universalmente aplicables.
M2710 es el calibrador digital portátil ForTest ideal para realizar calibraciones en equipos de estanqueidad para ensayos industriales.
Para mayor información consulta la ficha técnica.
El intervalo típico para la operación de calibración puede estimarse en 6 o 12 meses. El intervalo típico para la operación de verificación ordinaria puede determinarse por el número de piezas producidas y orientativamente a intervalos iguales al 25% de la producción diaria.
Dicha calibración sirve esencialmente para configurar el cero y el fondo de escala de la medida absoluta de presión, y, donde se requiera y en cualquier caso solo en términos de verificación, la medida de caída durante una prueba. Discurso por tanto análogo con el fin de ejecutar una muestra que tenga fuga controlada.